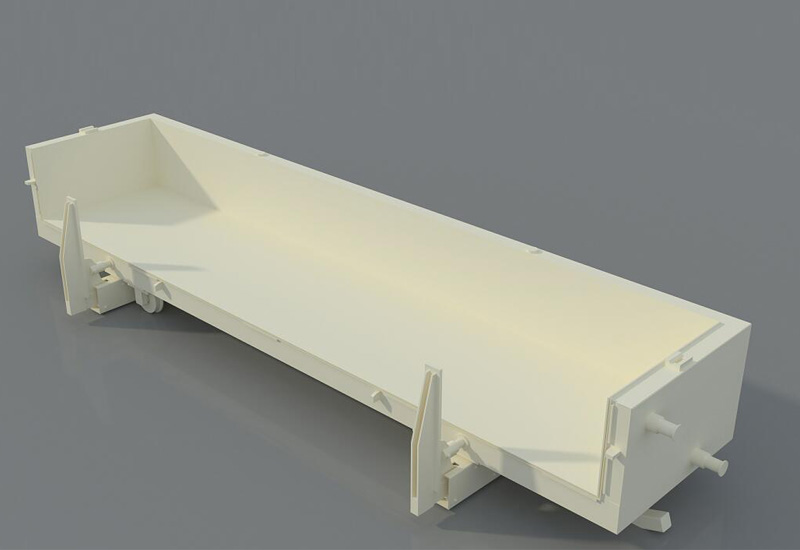


加气线切割机产品图
 |  |
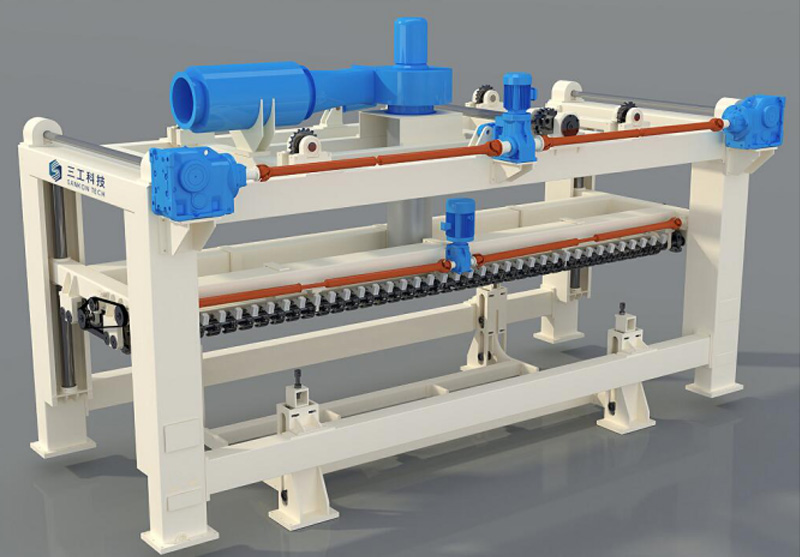
加气线切割机实物图


加气线切割机推荐应用
当浇注好的模坯在空中翻转90°吊至切割小车,脱去模框后,由第一部切割小车载运至纵切机、横切机工位对坯体进行六面切割。首由纵切机对坯体进行纵向、水平四面切割,完成后由切割车载运坯体停留在横切机工位,完成后经液压顶升装置上升抬起胚体,第一部切割小车退回初始位置准备运载下一模胚体,以备切割。第二部切割小车行至横切机位置,液压顶升装置下降将坯体放至第二部切割小车上,然后由横切机对坯体进行垂直切割,切割完成后仍由第二部切割车运载坯体运行至半成品吊具下方,由半成品吊具将坯体吊到蒸养车,此时第一部小车可载运坯体作下一模切割。切割周期约4min。
加气线切割机成品

 |  |
加气线切割机工作原理
1、 纵切机切割钢丝由涨紧装涨紧,彻底消除松弛现象,两侧设置前后切割钢丝或切割刀,前部切坯体余量,后部修正,保证坯体宽度600毫米精度。水平切割按五级分档,斜角切入坯体,角度为39°48ˊ,其优点一是使坯体切割后水平沉降平稳,不易引起坯体裂纹产生。二是防止切割结束坯体崩裂。每组钢丝都有精确的标尺定位,保证产品精度。
2、 当坯体停留在横切机工位时,横切机进行切割,其程序是垂直与横切同步进行,垂直自上至下,动力为K87S-22YEJ-5.5-B31减速机,传动减速机带动链轮传动,使切割架上下起落,实现垂直切割动作。横向切割由K37-Y-3-4P-6.8-M4-I-A+B-CW减速机起动。通过偏心机构摆动装置驱使切割钢丝往复运动,成为横切动作,两端切割钢丝将坯体切割成所需长度,中部按产品规格切割。每组钢丝由气缸涨紧,精度由标尺定位。每模切割时间(上、下)为121.5秒。
3、切割小车是输送坯体进行切割的专用车辆,其往返运行由减速机驱动齿轮旋转,与齿条啮合移动,才形成小车运行。
加气线切割机构成
切割机由纵向(水平)切割机(简称纵切机)、横向切割机(简称横切机)、切割小车、液压顶升装置及导轨五大件组成。
纵切割机由龙门架、横梁、竖梁、,切割轴,切割钢丝、水平切割钢丝、钢丝章紧装置等组成
横切由龙门架、横切架、下梁、导向轴、横切摆动装置、垂直切割传动系统(升降由链轮链条组成)、切割钢丝等组成
切割小车,由车体、切割架、车轮及运行装置等组成。
加气线切割机规格
| 规格(m) 尺寸(mm) | 长 | 宽 |
| 4.2X1.2X0.6 | 4200 | 600 |
| 4.8X1.2X0.6 | 4800 | 600 |
| 5X1.2X0.6 | 5000 | 600 |
| 6X1.2X0.6 | 6000 | 600 |
| 6X1.5X0.6 | 6000 | 600 |
加气线切割机特点
★机型结构精简实用,便于安装维修;
★坯体侧立放置使坯体宽度为600mm,高度为1200mm,切割钢丝短,不易拉断,不易飘移,切割精度高;
★纵向切割装置固定,切割小车行走完成纵向切割,切割时间短。横切装置采用钢丝水平下切,缩短切割钢丝长度,保证切割精度;
★坯体侧立后可纵向切割时完成铣槽,不需另配槽口加工设备;
★加气混凝土切割机型对坯体作六面切割,制品质量不受模油及模具变形影响;
★加气混凝土空翻切割机除生产砌块外还可生产板材;
★机型切割过程(翻转、纵切、横切)分不同工位完成,各工位工作简化,操作保养方便。

 0519-83996829 13606120316
0519-83996829 13606120316